佛山市维诺包装材料有限公司
业务电话
手机:13420608968
微信:13420608968
地址:广东 佛山市南海区 狮山镇狮岭黎边村工业区
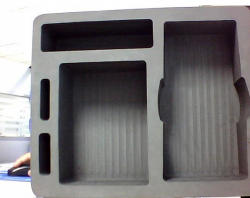
现代全插生产分为一次性射出成型与传统定型两种。以下所诉的即为传统定型,先经射出立体初胚,后经eva包装打粗,再进行定型作业。
射出部分:仓储配料,领料,利拿,R0LL操作,出片,粉碎,抽粒,干燥,射出,恒温定型,水洗并核对,包装缴库。

定型部分
EVA:领料,倍率比对,研磨,称重检验,缴库。
定型:领料,定型,成品检查,缴库。
射出部分
一.原料配方
1.以33度量11D实白EVA料为例:
EP2288;DF810塑胶粒;DF940塑胶粒;TT碳酸镁,钛白粉;司的令;ZNO-80母料;JTR-M50发泡剂;群青色胶;EVA1375红色胶
配方作用:
塑胶粒:原料之主要成分。
外部润滑剂,易于脱模
ZNO-80母料:降低发泡温度使之能在所140度即可发泡。
架桥剂:使塑胶体交联产生空间网状结构,使材料具有韧性。
发泡剂:在受热过程中产生氮气,氨气及少量的二氧化碳,使交联体产生微气孔。
钛白粉,群青色胶,375红色胶:通过适当的比例搭配,使发泡后的初胚到达颜色要求。
DF810,DF940塑胶粒,TT碳酸镁:改善初胚物性。
配方反应机理
1.发泡剂受热分解产生氮气,氨气及少量的二氧化碳,使交联体产生微气孔具有弹性。
2.架桥剂受热分解产生活泼的自由基,置换高聚物的氢离子,使高聚物具有活性而交联成立体网状结构,具有韧性。
何谓EVA交连发泡射出成型技术?
经由EVA混合配方利用射出成型机及缩小模穴以EVA线性膨胀之原理,来达到所需之发泡成型体,其中包含有熔化,混练,流动,交联,发泡,膨胀与收缩之动作,来达到成型的目的。
主要包含三个主要要素之互动
射出控制——模具设计——配方稳定性
二.领料
配好的射出EVA料按整手料堆放在一起,并放置在配方料待验区。
检验人员要对配方料全检。
领料人员要确认配方料是否正常。
配料人员及检验人员签认ID卡后料后可领出仓库。
三.利拿机
1.工作原理:经过两个滚轮转动与仓壁挤压的作用使胶料达到充分的溶解与混合的目的。
2.操作事项:
领出的药品需先进先出且需放在干燥处不可放在地板或潮湿的地方。
预热温度设定为70度。
第一段混炼时间为9-10分,温度达100-105度。
温度达100-105度时加入发泡剂,架桥剂。
第二段混炼时间为3-4分,温度达105-115度,方可卸料。
更换材质或颜色时把机台清理干净。
四.ROLL机
1.工作原理:胶料通过两个滚桶之间的不同速度的转动产生之撕拉,使胶料能够更加充分的混合。
2.操作事项:
启动前先开润滑油泵待润滑油打到滚轮油槽后再开启马达。